











Материал основы
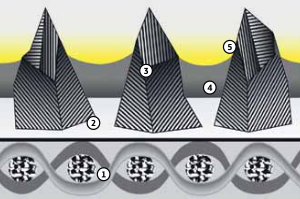
Шлифовальные материалы на гибкой основе - абразивные изделия, которые состоят из основы и зерна, прикрепленного связующим веществом. Линейка продуктов включает в себя бесконечные шлифовальные ленты, рулоны, листы, полосы и круги. Продукция состоит из четырех, а иногда из пяти компонентов:
В гибких абразивах, в качестве материала основы используются бумага, ткань, фибра и пленка.

Бумажная основа самая доступная по стоимости, применяется в случае невысоких требований к прочности материала (поверхностная шлифовка). По плотности и гибкости бумага подразделяется на типы от А до G.
Тканевые основы значительно более прочные, используются при повышенных требованиях к прочности на разрыв, для грубого шлифования или профильной шлифовки с помощью бесконечных лент. В этой категории доступен широкий выбор от легких и очень гибких хлопковых основ до тяжелых сверпрочных тканей из полиэстера.
Фибра (вулканизированная фибра) – это композиционный материал из волокон хлопка и целлюлозы, из которого изготовляют однородную и очень прочную основу, применяемую исключительно для фибровых дисков.
Пленочная основа изготовливается из тонкой полиэстровой пленки, отличается ровностью и прочностью. Используется преимущественно на дисках и лентах предназначенных для финишной шлифовки твердых поверхностей, в частности красок и лаков.
Указания по применению шлифовальных материалов Klingspor на гибкой основе
| Основа | Описание | Пример применения |
| A – бумага | примерно 95 g/m² | профили + финишное шлифование (ручное) |
| B – бумага | примерно 105 g/m² | профили + финишное шлифование (ручное) |
| C – бумага | примерно 110 g/m² | финишное шлифование (ручное) |
| D – бумага | примерно 130 g/m² | финишное шлифование (ручное и механическое) |
| E - бумага | примерно 250 g/m² | финишное шлифование (механическое) |
| F – бумага | примерно 300 g/m² | финишное шлифование (механическое) |
| G – бумага | примерно 400 g/m² | финишное шлифование (механическое) |
| JF – ткань | легкая, очень эластичная | высокопрофилированные заготовки (ручное и механическое) |
| GX – ткань | комби легкая, эластичная | профилированные заготовки (механическое) |
| J – ткань | легкая, эластичная | профилированные заготовки (ручное и механическое) |
| XF – ткань | тяжелая, эластичная | ручные ленточные шлифмашины |
| X – ткань | тяжелая, плотная | поверхности, кромки, вращающиеся заготовки (механическое) |
| Y – ткань | тяжелая, очень плотная | поверхности, кромки, вращающиеся заготовки (механическое) |
| Z – ткань | тяжелая, очень плотная, может быть сегментная | шлифование поверхности (механическое) |
| Пленка | полиэфирная пленка | финишное шлифование |
| Фибра | вулканизированная фибра | от грубого до финишного шлифования |
Грунтовочная связка
Грунтовочная связка крепит зерно к основе, в основном используется смола, которая обеспечивает высокое качество соединения. Клей применяется только в нескольких типах шлифовальной бумаги используемой для ручных и механических работ.
Заливочная связка
При изготовлении абразивных материалов на гибкой основе, заливочной связкой называется второй слой связующего средства. Он наносится на абразивное зерно, уже приклеенное к основе с помощью грунтовочной связки. Главное назначение заливочной связки, ещё называемой вторичным лаком – прочно зафиксировать абразивное зерно.
Заливочная связка выступает в качестве дополнительной опорной силы, противодействующей боковым и центробежным силам, которые в процессе шлифования, постоянно воздействуют на зерно.
Кроме того, именно она придает продукту финальный типовой цвет. Вид и количество заливочной связки в значительной степени влияют на шлифовальную способность абразивных материалов. В абразивных материалах Klingspor в качестве заливочной связки всегда используется синтетическая смола, которая по сравнению с клеющей связкой и другими натуральными связующими средствами имеет более высокую прочность и силу сцепления. Это способствует более эффективной фиксации зерна и производительности шлифования.
Количество заливочной связки, подобрано и оптимизировано с учетом конкретного применения и указывается для каждого вида в рецептуре. При производстве шлифовальных материалов на гибкой основе Klingspor, процесс нанесение заливочной связки непрерывно контролируется точнейшими лазерными измерителями, а процедура точного взвешивания готовых изделий, помогает контролировать соответствие выпускаемой продукции оригинальной рецептуре.
Заливочная связка играет важную роль для всех шлифовальных материалов на гибкой основе, особенно для шлифовальных бесконечных лент, из-за высокой нагрузки. Добавление некоторых ингредиентов в заливочную связку позволяет еще больше улучшить рабочие характеристики шлифовальных лент и оптимизировать их для специализированных областей применения. Например, добавление охлаждающих веществ при обработке нержавеющей стали.